 English
English飞鸽大学
新闻资讯
- 飞鸽友联三展会诚邀共鉴 期待相遇
- 飞鸽友联丨自研旋转式吹灌旋一体机红红火火启动!
- 2025年开工大吉|人和厂兴旺,客满业辉煌
- 飞鸽友联年终总结大会:总结成绩,分享喜悦,迈向新征程
- 飞鸽友联获2024年度金九银十业绩PK赛“王者之师”
联系我们
联系人:熊曦乔
手机:13131334149
电话:+86 13131334149
邮箱:faygo@faygo.cn
地址:江苏省张家港市凤凰镇韩国工业园飞翔路8号
吹瓶技术
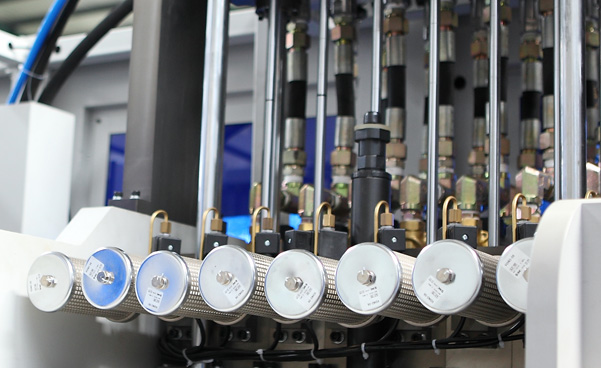
飞鸽吹瓶机在工艺上的流程说明
- 作者:faygo
- 发布时间:2021-11-20
- 点击:5845
吹瓶机的吹塑过程是双向拉伸过程,PET链取向排列呈双向延伸,从而增加了瓶壁的机械性能,提高了拉伸、抗张、抗冲强度,气密性好。虽然拉伸有助于提高强度,但不应过度拉伸,要控制好拉伸吹胀比:径向不超过3.5 ~ 4.2,轴向不超过2.8 ~ 3.1,瓶坯壁厚不应超过4.5毫米。
吹瓶是在玻璃化温度和结晶温度之间进行的,一般控制在90-120度之间。在这个区间内,PET表现为高弹态,快速吹塑、冷却定型后成为透明瓶。在一步法中,这个温度是由注射过程中的冷却时间长短决定的,所以要衔接好注—吹两工位的关系。
吹塑过程中有:拉伸-一次吹-二次吹,这三个动作虽时间短,但要配合好,尤其是前两步决定了料的整体分布和吹瓶的质量。因此需要节好:拉伸开始时间、拉伸速度、预吹开始和结束时间、预吹气压力、预吹气流量等,如果可能,控制瓶坯的整体温度分布和瓶坯内外壁的温度梯度。
新闻资讯
-
2014-03-28
公司年度春游活动
-
2015-02-12
飞鸽友联——2015年春节联欢会
-
2014-02-07
2014年2月7日公司举办放生活动!
-
2015-09-30
第四届中国(2015.上海)国际塑料管道交流会圆满落幕
-
2016-04-19
飞鸽友联PE-RT地暖管生产线
-
2019-07-02
PP中空格子板材线试机








 客服1
客服1