 English
English飞鸽大学
新闻资讯
- 飞鸽友联三展会诚邀共鉴 期待相遇
- 飞鸽友联丨自研旋转式吹灌旋一体机红红火火启动!
- 2025年开工大吉|人和厂兴旺,客满业辉煌
- 飞鸽友联年终总结大会:总结成绩,分享喜悦,迈向新征程
- 飞鸽友联获2024年度金九银十业绩PK赛“王者之师”
联系我们
联系人:熊曦乔
手机:13131334149
电话:+86 13131334149
邮箱:faygo@faygo.cn
地址:江苏省张家港市凤凰镇韩国工业园飞翔路8号
吹瓶技术
蓝精灵FG-8高速吹瓶机详解
- 作者:admin
- 发布时间:2018-01-16
- 点击:1786
目前市面上的6腔和8腔吹瓶机只能吹750mL的瓶子,如果想做2L的吹瓶机,就得再买一台4腔及4腔以下的吹瓶机。增加了客户初期的投资成本。

为了满足市场的需求,飞鸽友联为您开发出了适应性更强的6腔,8腔蓝精灵吹瓶机,规格都可以吹2L的瓶子。2L产量7500-8000瓶每小时。是为中小型饮料厂量身打造的产品。欢迎有兴趣的朋友来电来函联系飞鸽友联咨询。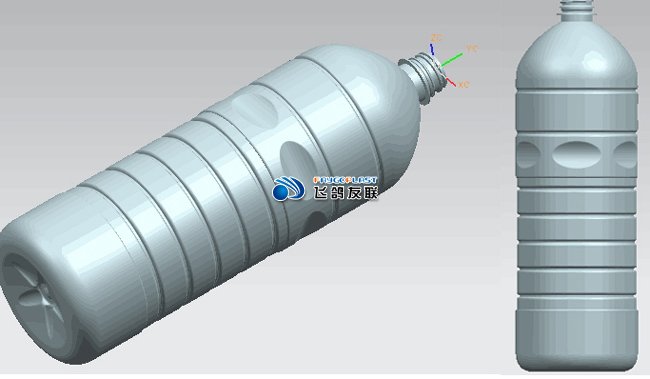
附常见塑料简介:
代 号 | 名 称 | 特 性 | 应 用 |
PE | 聚乙烯 | 强度、硬度高;抗腐蚀性好 | 汽油桶;化妆品瓶 |
PVC | 聚氯乙烯 | 吸湿性很低;透明度高 | 食用油壶;药品瓶 |
PP | 聚丙烯 | 化学性很好;耐高温 | 输液瓶;电热水器的内罐 |
PC | 聚碳酸脂 | 高强度;耐酸、耐油;透明度高 | 牛奶瓶;饮用水桶 |
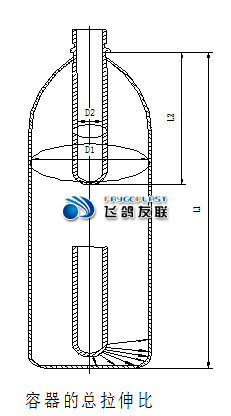
拉伸比
拉伸吹塑使容器实现双轴向的取向。因此,型坯的拉伸比,应是周向吹胀比和轴向拉伸比的乘积,也称为总拉伸比,并可用下式表示:
BUR=H × A
式中 BUR----型坯总的拉伸(吹胀)比;
H----周向吹胀比;
A----轴向拉伸比。
其中:H=D1/D2
式中 D1-----容器的内径;
D2-----型坯的内径。
其中 A=L1/L2
式中 L1-----容器的内底部到轴向拉伸起始处的长度;
L2-----未拉伸前,型坯的内底部到型坯起始处的长度。
拉伸比可根据材料及瓶的用途来选择。一般PET瓶为8—11。若考虑到经济上的原因,可减少总拉伸比倍率。轴向或周向的拉伸比,可根据瓶的用途加以调节,例如,耐压的充气饮料瓶,周向吹胀比应为轴向拉伸比的二倍,因为容器在内压条件下,对材料的压力刚好与这种分布形式相当;对于需承受堆积强度的瓶子,则要求轴向拉伸比大于周向吹胀比,使容器具有较好的纵向拉伸强度。
理想的瓶坯应是,根据样瓶的形状特点、灌装介质,包装条件等,来选择PET的特性黏度、合理的拉伸比、上佳的瓶坯形状(壁厚、料的分布)等因素后而设计出来的瓶坯。在实际生产中,往往为了节约生产成本,大多数是根据瓶坯的重量来选择市场上现有的瓶坯,有的瓶坯与吹制样瓶所需的瓶坯相差甚远,导致所吹制的瓶子质量很差、生产产量降低,甚至难以成型。不合格的瓶坯给吹塑成型带来了很大的困难。
- 上一个:飞鸽PET高速吹瓶机模具介绍
- 下一个:注射拉伸吹塑成型工艺
新闻资讯
-
2024-03-08
美丽从心,口红由手——妇女节DIY口红聚会
-
2025-04-15
飞鸽友联三展会诚邀共鉴 期待相遇
-
2012-04-05
公司产品广受客户欢迎!
-
2017-03-16
飞鸽友联PVC一出二管材线试机
-
2018-09-10
24000bph的FG8吹瓶机正在发往南非客户工厂
-
2017-09-20
PVC仿大理石板材生产线方案







 客服1
客服1